毎年恒例の機械精度チェックと検査機器のチェックを行いました。
当社ではどれだけ忙しくても、
時間を割いて必ず最低でも年に1回は機械・機器の精度チェックを行います。
※三次元測定機は年に2回の精度チェックを行います
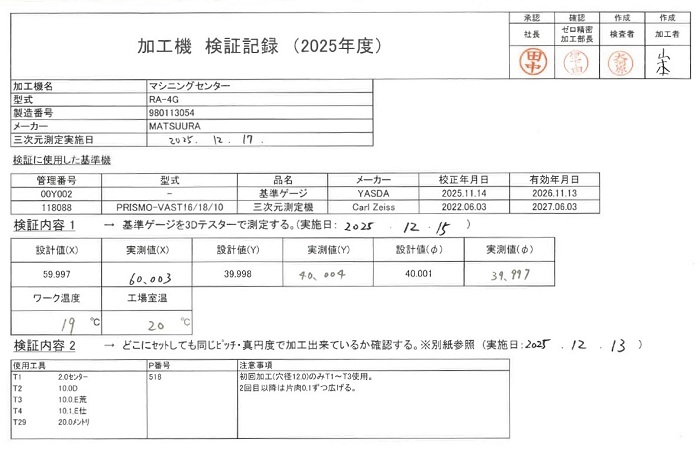
今回は基準ゲージを使った加工機の精度確認方法をご紹介します。
YASDA社から頂いた基準ゲージを毎年三次元測定機にてチェックしております。
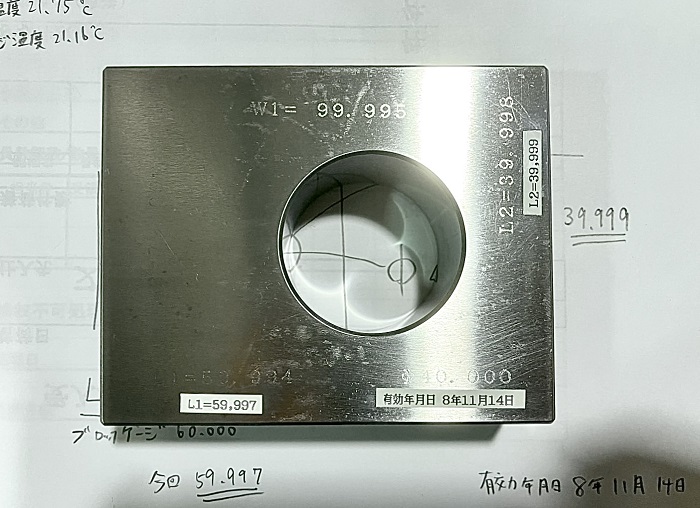
刻印された数値と若干違いますが、
20年以上前の基準ゲージで、校正に出しておりませんので、
当社の三次元測定機で測定した数値を正とします。
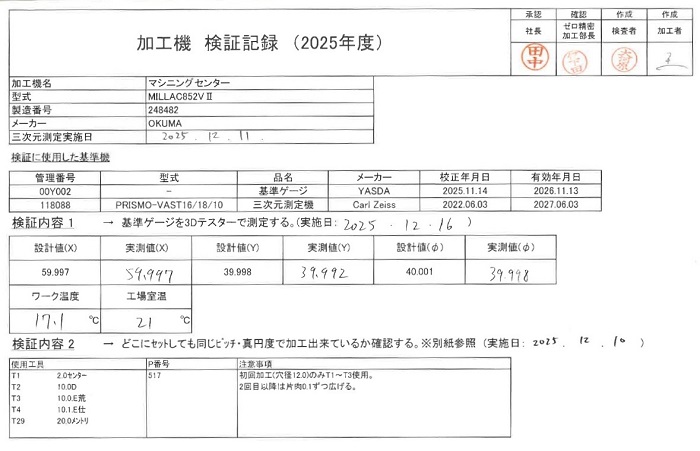
各加工機にセットし、テスターで測定します。
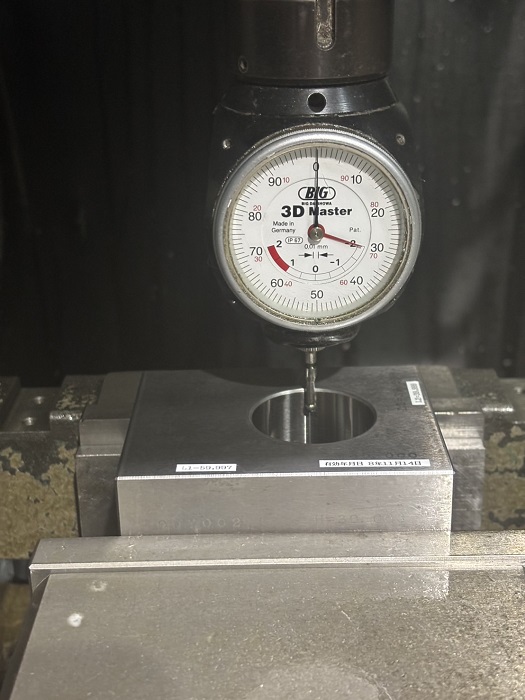
機械ごとに使用しているテスターも違いますが、
どれで測定しても同じ結果にならないとおかしいですよね。

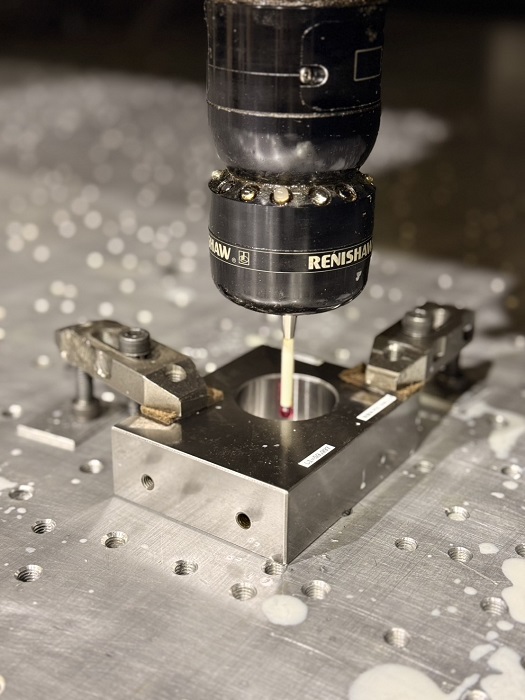
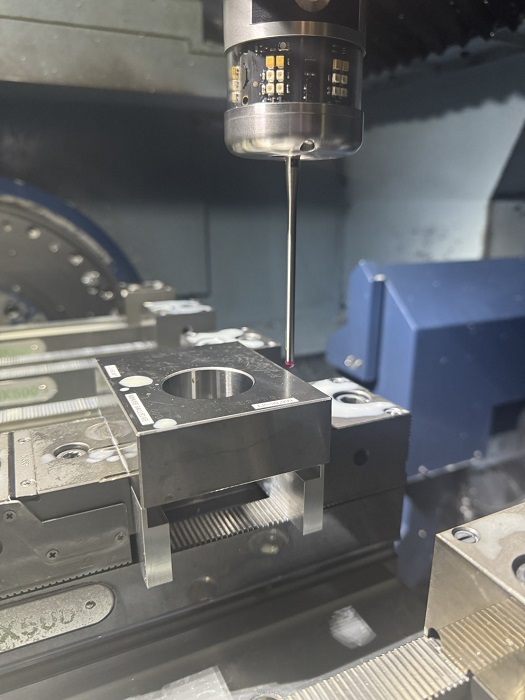
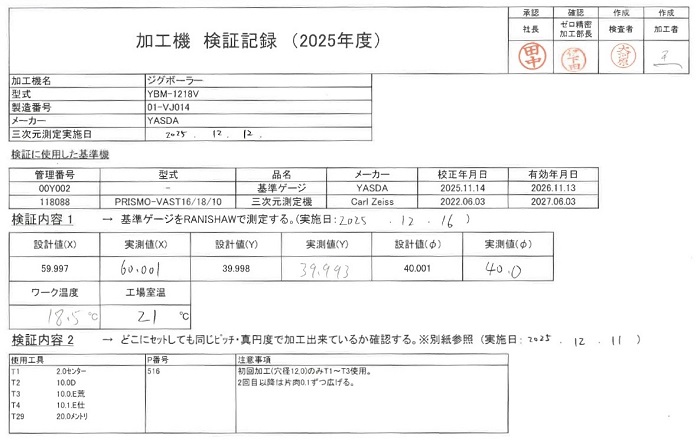
レニショーが装備されてるの加工機は自動測定が可能です。
YASDAジグボーラー
MAM5軸加工機
そして結果を記録し保存しておきます。
まずは松浦RF-4G
OKUMA
YASDA
最後はMAM
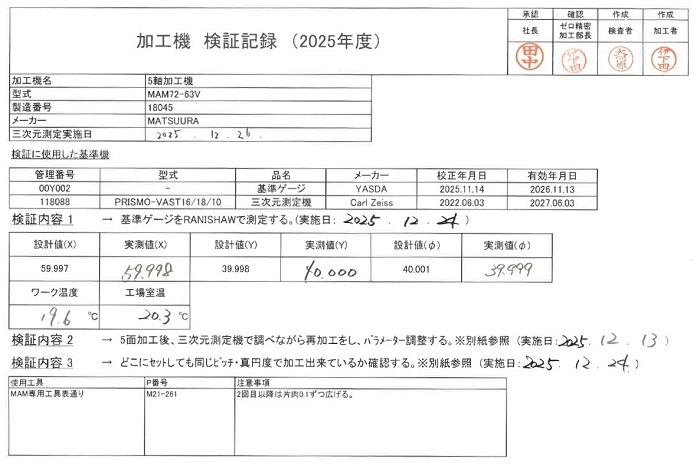
上記資料のように、基準ゲージに対して完璧に一致する数値は出ませんが、
0.01以内に収まっておりますね。
各オペレーターは、これら機械のクセを理解した上で
加工精度を公差内に収まるように調整をしていきます。
続いて2025年12月13日に行った
三次元測定機社内校正の結果の一部をご紹介します。
前回は【1000mmブロックゲージを用いた空間測定】をご紹介しました。

是非ご一読いただけますと幸いです。
今回は【リングゲージを用いた各座標平面による測定】をご紹介します。
Φ174.998のリングゲージをXY、YZ、ZX平面にセットして、
真円度の測定結果のバラつきを確認する。
という内容です。
YZ、ZX平面は以下のようにセットしております。
早速結果を見てみましょう。
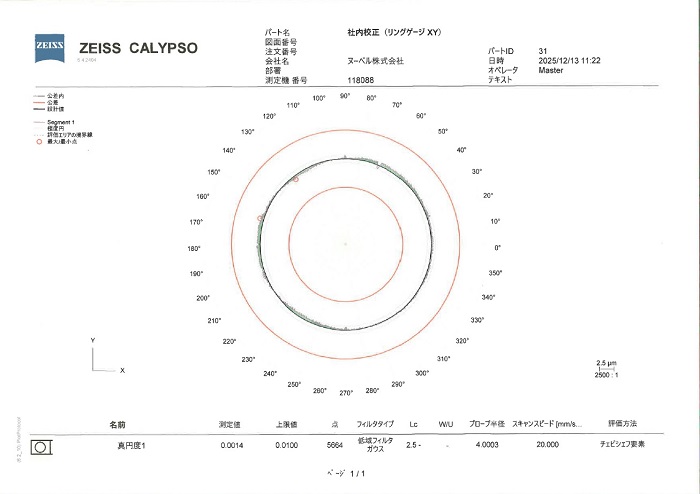
まずはXY平面
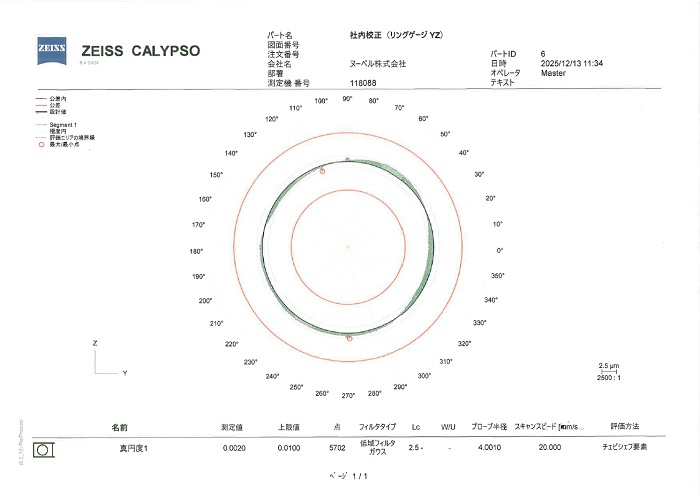
YZ平面
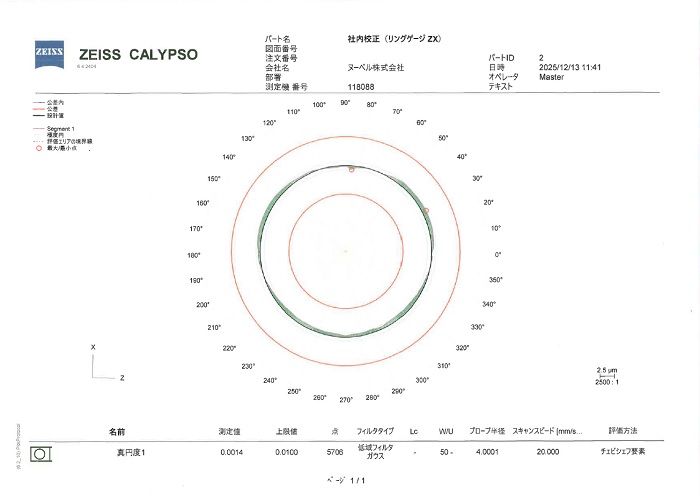
ZX平面
今回はYZ平面で測定した時だけ0.0020となっており、
他の平面の0.0014と比べて0.6μの誤差があった事が分かりました。
当社ではお客様からのご依頼で大きなワークを測定する事が多いですが、
各座標平面の大きな穴を計測をする時に数値が公差内に入っていない場合、
測定機が悪いのか、ワークが悪いのか判断がつきませんよね。
当社の三次元測定機は上述のように年に2回の精度チェックを行っておりますので、
お客様から預かったワークの状態に対して、自信を持ってご説明する事が可能です。
測定機の状態をメーカー任せにしている測定業者にありがちなのですが、
ワークは正しく加工出来ているのに、
測定結果が悪いのでこれはワークが悪いんだと言い張るそうです。
是非こちらの記事もご一読いただけますと幸いです。


保有する機械・機器の精度をメーカー任せにするのではなく、
現状精度をしっかりと把握する事で、現場スタッフも安心して仕事に集中出来ます。
当社が自信を持ってお客様に測定データを提出させて頂くのには、
明確な理由があるのです。
測定データの結果に納得が出来ない、本当に公差が外れているのか疑問に思っておられる方は、
是非当社にご相談くださいませ。